PAINT DEFECTS: WHY YOUR NEW CAR PAINT LOOKS LIKE AN ORANGE PEEL
Author: Andre Clemente, Founder of New Old Cars, LLC ©
About the author
Last updated: July 6, 2020
That orange peel on your new car? It’s left there on purpose. In fact, there are industry standards for orange peel on a scale of 1 to 10, used by every manufacturer. And guess what? It’s not going away anytime soon.
Yes, I know. You assumed all along that factory paint shops are negligent and that orange peel is a result of their “improper” or “rushed” application process.
You would be incorrect.
Maybe instead you assumed that orange peel is most obvious on high-end cars because the paint is “applied by hand”.
You would be incorrect.
The majority of articles, interviews, and forum posts you find online explaining orange peel on a new car is, unsurprisingly, opinionated and false. Maybe it’s because the science behind it all isn’t clear-cut. Paint is one of the most misunderstood automotive topics out there, and not just to the average consumer – we’ve run into professionals who had a hard time explaining it.
There is a lot of chemistry involved, and while you don’t have to understand it to the nearest micron, knowing the HOW and the WHY things occur will separate the myths from the facts. And while we have a separate article addressing the other factory paint defects you may see on a new car, this article focuses specifically on orange peel, including where it occurs within the automotive paint process.
Disclosure: This is a very in-depth article, so get comfortable. Every question you’ve ever had about orange peel on the factory finish will be answered here. Enjoy!

Say Hello to the Electrostatic Rotary Bell Atomizer
This is what all manufacturers use today to paint a car, and what the majority have been using since the late 90’s. It also happens to be the most advanced paint application technology in the world. If you’re wondering how these things work, just imagine if the droplets spewing out of your paint gun were electronically attracted to the surface of the car – without the use of compressed air!
That’s right – this bad boy spins up to 70,000 rpm to produce charged droplets that attract themselves to the subject vehicle in the booth. Paint is slammed into a bell cup via the spinning bell, igniting a “shearing” force that creates minuscule droplets. As the paint droplets bounce off the cup and into the air, they are immediately attracted to the nearest opposite charge, which happens to be the vehicle. In addition, the charged particles repel each other in mid air, so they never clump together – creating an ultra fine particulate spray. Combine this with airless technology (compressed air is only used to spin the cup, not spray the paint) and a low particulate velocity, and you have a drastic increase in transfer rate (the amount of paint from the sprayer that hits the surface) compared to the typical HVLP paint gun used by your local body shop.
TAP IMAGES TO REVEAL TEXT

Photo credit: Chalmers University of Technology

The bell atomizer produces particles that are relatively even in size, while a body shop’s HVLP gun produces particles with excessive size variation in comparison. The result is a finish so uniform that it cannot be matched by any HVLP gun on the market. In fact, the paint particles that emerge are so fine and well controlled that, combined with the electronic charge, up to 50% more paint hits the surface compared to a typical HVLP air gun. More paint hitting the surface means less paint flying away into the air. This reduces the amount of paint used and therefore reduces costs dramatically (think hundreds of thousands of cars!).
Also, such an even coating means less paint is needed to produce a defect-free finish. While it is a known fact that higher paint thickness reduces the chance of orange peel, the idea of orange peel resulting from thin paint isn’t always true (depending on how thin). With this sprayer, you can have a defect-free finish with a paint thickness not far north of 100 microns. At this level , it has less to do with thickness as it does the uniformity of the coating – you don’t need multiple layers of paint to mask uneven “hills” and “valleys” on the surface if those hills and valleys don’t exist in the first place.
TAP IMAGES TO REVEAL TEXT


Combined with a state-of-the-art computer-controlled application system, you are looking at the most precise paint applicator on the market. Just ask some of the top dogs in the business, whose traditional methods of hand-applied clear coat happily gave way to the consistency of 6-axis robotic sprayers. According to Dave Walton, a Paint Director for Bentley, “There’s the fact that no two expert sprayers would apply that [coat] in exactly the same way“. Even Rolls Royce, who does everything else by hand, says the top coat involves the “only robotized process in the entire plant…and that’s because the clever machines apply precisely the correct amount of paint. You have a great difficulty of achieving this by manual (hand) application. These two automakers arguably produce some of the finest paint finishes in the world.
so if these sprayers are so good, then why is there orange peel?
To address this, let’s first get an exact understanding of what orange peel is. Here is the definition provided by ASTM International, a standards development organization used by the paint and coating industry:
The ASTM International’s Standard Terminology of Appearance (ASTM E 284 13b) defines orange peel as “the appearance of irregularity of a surface resembling the skin of an orange.”
Now … here is what most people don’t know:
Since the 1970’s, the automotive industry has established a standard scale for evaluating the degree of orange peel on a vehicle’s surface. A rating of 10 refers to no visible orange peel, while a rating of 1 represents heavily pronounced orange peel. The factory allows a different degree of orange peel for each of its models: the cheaper models may receive a thinner coat of paint with very little prep (resulting in a lower rating) while the flagship models and premium paint colors may receive enough prep and sanding to score much higher on the scale.

You see, the cheap economy car will flow through the production line at a much faster rate than expensive cars – for example, a Japanese economy car can take 13 hours to build, while a German luxury sedan can take upwards of 40 hrs. The higher speed means less time for everything – less bodywork repair time on the shell, less prep time, less inspection time, and of course, less paint on the car (lower paint thickness = cost savings). However, car buyers in this low of a price range will not complain as much, especially when the paint finish is on par with the competition. It’s the buyers of premium cars who do the complaining, and rightfully so.
The big question is – where and how does the orange peel occur within the factory paint process?
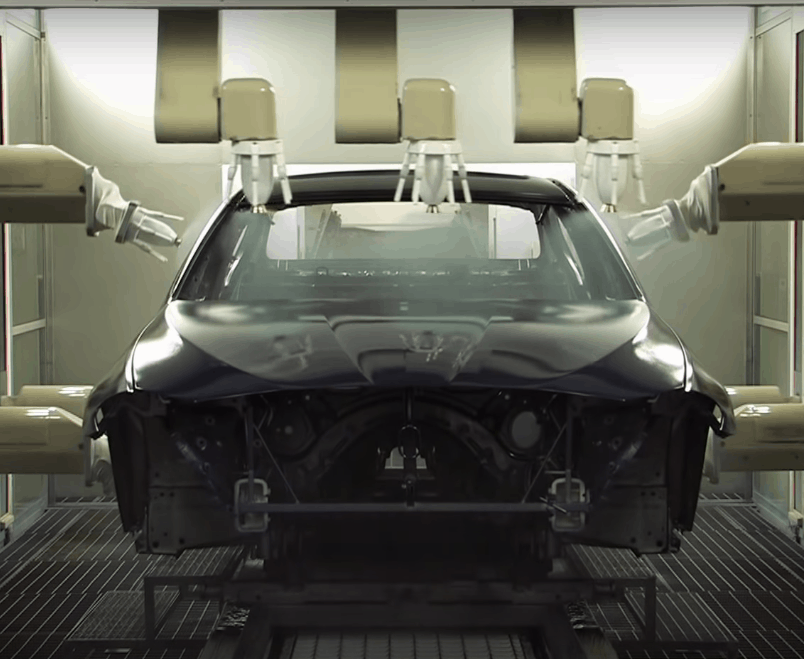
THE FACTORY PAINT PROCESS
Let’s go behind the scenes and examine the established modern paint process, using screenshots from Megafactories (National Geographic), How It’s Made: Dream Cars (Science Channel), and Made By Hand documentaries. It’s here you’ll realize that there isn’t one particular stage where orange peel occurs – there are multiple occurrences throughout the bodywork and paint process that lead to orange peel in the final paint finish.
The automaker’s process traditionally contains 5 stages: Cleansing, E-Coat, Primer, Base coat, and Clear coat, plus one or two baking stages and an inspection stage at the end. The baking stage after clearcoat is predominantly where orange peel makes an appearance (feel free to jump to this stage.) While the process varies slightly per manufacturer, it’s only in the details – the overall concept is the same. Keep in mind that this process has become almost entirely automated – the few people that operate on the line have to wear special lint-free clothing and enter an air shower before accessing the facility. This is one of the many ways manufacturers keep dust and foreign particles to a minimum.
STAGE ONE: BODY IN WHITE
The car enters the paint factory as a bare shell, known internally as a “body in white” (assembled body shell entering the pre-treatment process). The term “body in white” is a throwback to the old days, as this was the stage where bare shells were coated in white primer.

TAP ALL IMAGES TO REVEAL TEXT


After the shell has been fully assembled by robots, humans go over the car by hand to eliminate dings and imperfections within the metal (known as the “substrate”). Gaps are checked with lasers, and all panels are aligned prior to the paint process. High end cars and flagship models see many hours in this stage, while cheap economy cars see very little (if any) bodywork here. Once both of these steps are complete, the body will enter the cleaning stages to remove any dirt and foreign particles.

According to Bob Hertel of BYK-Gardner : “Each layer of paint – E-coat, primer, topcoat and clearcoat – must have a smooth, lustrous appearance as well as the requisite physical and chemical properties,” Hertel says. “This is not easily achieved, since vehicle parts have varying contours and the sheet metal from which they’re made has an uneven texture from the stamping process.”
BYK-Gardner conducted a series of tests which “concluded that changes in short-term waviness – the condition that causes the most noticeable orange peel – are caused by sheet metal roughness.”
In other words, the steel panels (“substrate”) have an uneven roughness that can telegraph through the clear coat. This means that no matter how well the factory applies the paint, orange peel waviness will show through if the metal isn’t smooth and straight. (To clarify, BYK isn’t implying that sheet metal roughness is the main cause of orange peel – they are implying that uneven sheet metal roughness (when it happens) causes the most noticeable orange peel in the automated process.)
(BYK-Gardner GmbH supplies objective measuring tools to the majority of automakers, where the demands for paint quality control are at an all time high. This includes providing them with a complete understanding of how to rate and control orange peel.)
TAP IMAGES TO REVEAL TEXT

On to the cleaning stages….
According to one manufacturer: “The body is sterilized in an almost medical environment to ensure dust or other pesky particles don’t cling to the bare metal.” It then travels through an airlock to either a chemical shower or to a room containing a series of full-body-immersion tanks. Each tank is filled with a chemical – such as zinc, nickel, and manganese – which de-grease, clean, and rinse the body. The entire pre-treatment process can take 8-12 stages. In the end, the shell will have a reactive surface.

STAGE TWO: E-COAT/RUST AND CORROSION PROTECTION
The car body has a reactive surface from the previous stage, where it is then plunged into a bath of oppositely charged phosphate coating (the phosphate tank). Like metal to a magnet, the coating attracts itself to the body, forming a crystal (zinc) layer on the metal. This ensures both an incredibly strong bond and a complete, even application.

TAP ALL IMAGES TO REVEAL TEXT



STAGE THREE: PRIMER
Not only is this is the bonding layer for the following coats, but the primer layer is also responsible for rock chip protection. Primer is applied via a dipping method where it is electro-chemically bonded to every surface, crevice, and gap in the body. Primer is almost never applied by hand, except for hard to reach and critical areas (ie. rocker/side panels) that are highly subject to paint chipping from rocks and foreign objects. Avoiding rock chips is a high priority to car makers for one reason: rust prevention. Any puncture through the sealed coating means air and moisture can penetrate to the metal. There is a reason your dealer offers touch-up paint sticks from the manufacturer! It’s less about cosmetics and more about protection against rust – the manufacturer has a warranty to honor!
TAP IMAGES TO REVEAL TEXT



After application, the primer is fully baked to cure at 300 degrees F (350F for powder coats). Some manufacturers apply a “function” layer, which is a colored primer. This layer is either the same color as the basecoat, or a color needed for a special-effect base coat. More manufacturers are switching to basecoat-colored primers due to the improved “hiding power”, as less basecoat paint is needed for even coverage.
The most modern methods for lower priced mainstream cars involve a wet-on-wet-on-wet application (applying basecoat and clear coat while the primer is still “wet”). In this instance – a quick “flash” is all that is needed (not a full cure). Ford and Mazda are big advocators of the highly profitable triple-wet system, where the 3 layers are baked together as the final stage. This means all the curing can be done at the same time. This also means human interaction is no longer needed until the final stage.
In years past, manufacturers have avoided this “triple wet” method due to the lack of inspection and sanding between the 3 coats. Any defects won’t be noticed until the final stage, where a whole repaint would be required. However, modern paint tech strikes again – the combination of electro-static dipping, bell sprayers, high bake temperatures, and a near flawless environment – all contribute to a record-low number of paint defects. For some manufacturers, the figure is low enough where the triple wet system can be used successfully.
STAGE FOUR: BASECOAT
A quick flash (1-8 minutes) allows solvent to evaporate, but does not allow cross-linking (curing) to fully complete. Not allowing solvent to evaporate in between coats will lead to solvent pops in the finish (essentially air pockets that burst).

Photo by TheCarSpy

Sanding: Only the most high end, exclusive automakers sand after the basecoat stage. Sanding in between coats reduces orange peel dramatically, assuming proper paint application follows. Sanding is not as crucial in the first 3 stages due to the highly defect free e-dipping process used in said stages. However, exotic cars and unique limited edition paint schemes will receive sanding in between top coats. Manufacturers vary the level of orange peel on their cars by the amount of sanding allowed on a particular vehicle – high end cars usually receive the most sanding, while the cheapest cars may not even get touched by the human hand. More inspection time is also allocated towards the high-end paint finishes. Everything else about the paint process remains virtually the same.
STAGE FIVE: CLEARCOAT
Almost all manufacturers use one thick, even coat, with the exception of a few high end automakers (Rolls Royce, for example, uses 2 coats). According to BASF (supplier of clear coats to many car makers), the film thickness of today’s clear coats usually hover around 30-50 microns, making it the thickest layer on the car. This method is only done by machine. Clear coat is very expensive, so only the correct amount can be applied (no more, no less).
Here we see a 5 series entering the 5th stage. BMW’s clear coat is exclusively powder coated onto the car, making it one of the hardest, toughest clear coats in the industry (it also makes the finish highly prone to orange peel). BMW uses Enviracryl by PPG which, combined with PPG’s latest process that combines layers, results in a finish measuring 120 microns thick, according to BMW. This is a very thin finish for a powder top coat.
STAGE SIX: BAKING/CURING
While the oven has been mentioned in previous stages, full drying and curing won’t occur until here.
Temperatures and times vary between carmakers, but according to Axalta (paint supplier), they range between 300 to 311 degrees (150 C-155 C) for around 24 minutes.
Why so hot? High temperatures produce a higher gloss and better adhesion, according to Infratech, supplier of car ovens. It also has to do with the boiling point of water.
As of now, waterborne paints have fully replaced solventborne paints of the past. Water plays the role of a solvent, and therefore needs to be fully evaporated for the paint to cure. That being said, water evaporates at 212 degrees F. High temperatures must be reached if the goal is to evaporate all water completely out of the surface in a timely manner.
The end result? The paint is 99% cured at the end of the factory line. The remaining 1% takes about one week (that off-gassing is the new car paint smell!). By the time the car hits the dealership, it is fully cured.
TAP IMAGE TO REVEAL TEXT

PHOTO BY AUTOMOTIVE PAINTS AND COATINGS, 2ND EDITION.



This stage is predominantly where orange peel emerges, and manufacturers have been working hard to reduce it. Orange peel is a natural occurrence of the curing process – it cannot be avoided, only minimized and removed.
An easy way to prove this is to explain the term “off-gassing”. Off-gassing is the release of VOC’s (solvents) into the air. If you’ve ever had your car repainted, you’ve surely smelled it before – that new-repair smell can last for many weeks.
As soon as the smell goes away, you will notice a dull haziness leftover in the paint of the repaired panel. This can happen 30 days or more after the repair, and many customers bring their car back because they are unhappy with the dull texture all over the paint. That “haziness” is orange peel, and even the best refinishing shops struggle to avoid this. Sanding and polishing are required to remove it.
But why? Why does paint do this? And does this have anything to do with the orange peel found on new cars?
The answer is yes.

TAP IMAGE TO REVEAL TEXT
When paint dries to a cure, two phenomenons occur: solvent evaporation and cross-linking.
You see, when paint is applied, it is full of solvent. Solvent is what holds the paint together – it exists to control flow, act as a thinner, and resist sagging during the drying/cure process. Solvent is a liquid that carries the paint solids from the spray gun to the vehicle’s surface.
As it enters the oven, the solvent begins to evaporate, and flow control begins to diminish. In today’s waterborne paints, water acts as the solvent – so when it evaporates, all that’s left is the solids of the paint. The ingredients within the paint shrink to fill the void left by the solvent (water). The ingredients are attracted together and come in contact with each other – this is called cross-linking. Most of the ingredients have different surface tensions, but the few that have similar surface tensions will “clump” together, leading to unevenness in the film. This unevenness is called orange peel.
To make matters worse, water has a high surface tension, which means it doesn’t flow well. Unfortunately, a proper paint finish requires good flow. Flow is what allows the waves and hills within the paint to even out, or “flow out”. In addition, the flow properties and drying rates of waterborne paints are extra sensitive to changes in humidity, and humidity can be difficult to control in a factory setting. The drawbacks of waterborne have increased the difficulty of controlling orange peel on the production line, which is one of the reasons why orange peel is less of a problem on older cars with solventborne paint jobs.
While good practices can reduce orange peel to a minimum, it cannot be avoided – orange peel is a natural occurrence within the paint curing process. Even the best painters in the world can’t avoid a small amount of orange peel, which is why cutting and buffing is the next step that follows after the paint cures. Sanding, cutting, and buffing is the only solution to a finish that is free of orange peel.
STAGE SEVEN: PAINT INSPECTION


TAP IMAGES TO REVEAL TEXT

In this era, the human eye is no longer competent enough to spot imperfections on its own. Automakers have an arsenal of highly advanced inspection tools to accurately confirm the condition of the paint finish. These instruments include multi-angle gloss meters, which are needed to view gloss at different angles and verify flake orientation. In addition, spectrophotometers measure total color impression, ensuring all panels have exactly the same shade of color, gloss, and sparkle. Bumpers are excluded from this test – since bumpers are plastic and require a different application and curing process, they are painted elsewhere. Instruments also test paint hardness to ensure all panels have cured equally, which will result in even flake orientation.
Crucially, equipment is also used to measure orange peel, as only a certain amount is allowed depending on the car. Different levels of orange peel are judged on a scale, using instruments that can measure waves within the paint far beyond what the human eye can see.
TAP IMAGES TO REVEAL TEXT


Inspecting for orange peel is one thing. Removing or reducing it is another. We know that the only way to remove it is via sanding and polishing. If you visualize some of the most beautiful paint jobs you have ever seen – whether an aftermarket show car or a factory paint job – just know that the paint finish has been sanded and polished religiously to achieve its incredible gloss and depth.
Unfortunately, only a small percentage of manufacturers sand their cars after curing, known as the “wetsanding” stage. Since the manual labor of sanding is incredibly expensive, only the most exquisite vehicles partake in this stage. This is why you don’t see any orange peel on the exterior of a new Rolls Royce or Bentley:
TAP IMAGES TO REVEAL TEXT




THE RESULTING PAINT FINISH
let’s analyze the results of your brand new car’s paint job:
TAP IMAGES TO REVEAL TEXT


The surface will appear very brilliant with a high DOI (Distinctness of Image, aka “image clarity”). DOI is characterized by the sharpness of an image produced by reflection on a surface (basically, how sharp is your reflection in the paint?). Unfortunately, the paint finish will also be dominated by short wave orange peel.
However, you will notice that the orange peel only appears at certain angles and at a certain distance. When viewing from different angles, the orange peel seems to disappear. The reason? It’s because the human eye is barely strong enough to detect the unevenness in the paint:
“The real height differences [of the orange peel] cannot be resolved with our eye. The maximum detectable height difference [by the human eye] is approximately 20 µm. The mechanical amplitude of an automotive coating is typically in the range of 1 µm. Thus, our physiological impression is dependent on the contrast sensitivity and resolution capability of our eyes” – Gabi Kiegle-Bockler, BYK-Gardner GmbH.
BYK-Gardner GmbH supplies objective measuring tools to the majority of automakers, where the demands for paint quality control are at an all time high. This includes providing them with a complete understanding of how to rate and control orange peel.
TAP IMAGES TO REVEAL TEXT

Quote and photo credit: BYK-Gardner GmbH – This is why the human eye sees orange peel as such an unattractive irregularity.

HOW WE PERCEIVE ORANGE PEEL
Orange peel will appear differently depending on distance, color, type of finish, sunlight, viewing angle, and the shape and location of the body panel on the car:
1. DISTANCE
TAP ALL IMAGES TO REVEAL TEXT

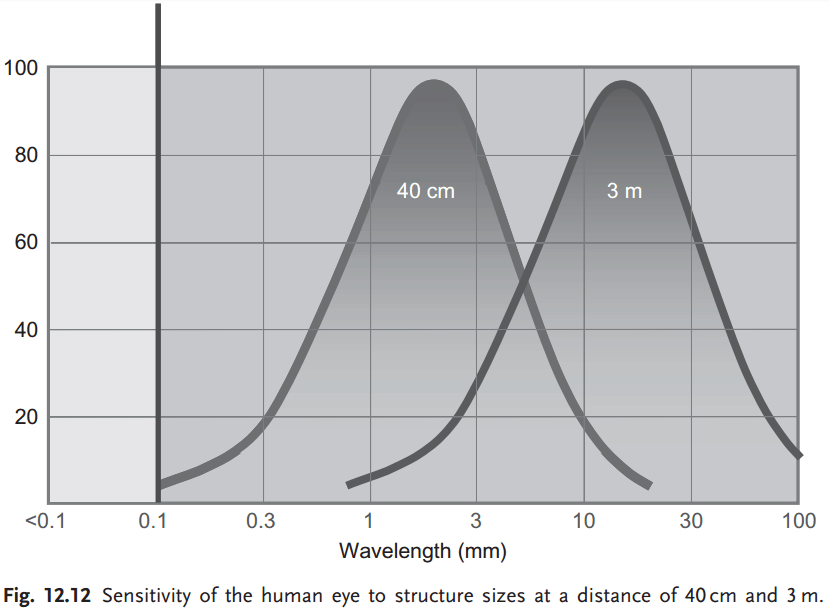
Photos credit: Automotive Paint and Coatings, 2nd Edition.
2. COLOR


3. TYPE OF FINISH


4. SUNLIGHT


5. VIEWING ANGLE

6. SHAPE AND LOCATION OF THE BODY PANEL


WHAT HAS BEEN ESTABLISHED
- Orange peel is a natural occurrence in the painting process, and can only be removed with sanding and buffing.
- Orange peel can result from methods as early as the first stage of bodywork, although it mainly occurs as a result of the curing process, and it stays on due to the lack of sanding in the inspection stage.
- Manufacturers find the right balance of clear coat thickness for cost effectiveness and durability for each vehicle class, price bracket, and special paint option.
- The manual labor to remove orange peel is incredibly expensive, so only the most high end manufacturers produce vehicles with an orange peel-free finish.
- Even if the manual labor were somehow automated, removing clearcoat diminishes the longevity of the finish.
- Multiple layers of clear coat would solve the longevity issue, but the expense is unjustifiable considering the gloss and shine of the current finish using only one coat of clear. As a result, only one layer of clear is used on almost all cars produced today.
Many complaints have been made to every single manufacturer regarding orange peel, so why has nothing been done about it? It’s not about money – manufacturers will spend millions on technology to get rid of nuances that annoy the customer, so why not invest in the extra layer of clear and manual labor?
THE TRUTH
Meet the average buyer.
The cost of the labor is not the only thing stopping the manufacturers from removing orange peel. There are three other reasons that force the manufacturer to leave it on:
Orange peel will eventually wear off from abuse, wear and tear.
While clear coat is harder and stronger than ever, the orange peel is thinner than ever – the multiple layers of orange peel run only 10 to 12 microns deep into the clearcoat (this is how much a wet-sand detail would have to remove to eliminate all orange peel, on average). Running through a car wash every 4-6 weeks, getting detailed 4 times a year, driving 20k miles a year through bad weather, parking out in the sun, and overall improper paint maintenance will mean this thin layer will wear away in a matter of years – sometimes well before a 60 month new car loan is paid off!
The average buyer doesn’t notice or care.
Unlike you, the average buyer won’t recognize orange peel until you point it out to them. Honestly, go ask your neighbor what they think about the orange peel on their car. They’ll give you a blank stare. People have accepted the fact that this is what a new car paint job looks like. The reality is that the paint colors today are more exotic than ever before, and the finish employs a higher gloss unlike anything ever seen on cars of the past. There are people who I meet regularly who don’t notice orange peel and have no idea what I am talking about.
The average buyer doesn’t know how to maintain a Rolls Royce quality paint job.
Yes, the average car buyer has no idea how to properly maintain the paint on their car. Imagine if all of our cars had Rolls Royce paint jobs! How long do you think the finish would last in the hands of the average driver? Remember, sanding and buffing the clear coat reduces the thickness of the coat, which in turn lowers the UV protection and longevity. It also increases sensitivity to scratches, machine car washes, severe weather, and high mileage driving. Since the manufacturer has a warranty to honor, there is a minimum paint thickness that must remain on the car when it leaves the factory. Anything less, and durability will be compromised.
SO WHAT DO I DO?
As much as we all hate orange peel, it’s not going away any time soon. There’s really only one solution for a show car paint finish on your new car: go spend money on a full wet-sand detail to have it removed (or learn to do it yourself). Yes, it’s pricey and time-consuming, but you’ll have the cleanest car on the block – free of orange peel.
Other articles you may enjoy:
Orange Peel On BMW Cars Explained
The True Value of Original Paint
Those Paint Defects Most Likely Aren’t From The Factory
What A Paint Thickness Gauge Really Tells You
Why Are Bumpers a Different Shade from The Rest of The Car?
…and more, in the Tech section!
Author:
Andre Clemente, Founder of New Old Cars, LLC ©
Last updated: July 16, 2020
About the Author: Andre Clemente, a member of the Society of Automotive Historians (SAH), has spent over 12 years in the business of buying and selling cars – half of those years were dedicated to the classic car/sports car business. As an automotive paint fanatic, Andre has been hyper-focused on learning paint correction and inspecting automotive paintwork, working alongside veteran dealers, brokers, and a licensed Concours judge in the process. Years of real-world practice and application gave him the experience to identify inaccuracies and myths that are widely accepted when authenticating a vehicle’s paint job. Rather than keep his knowledge as a trade secret, he has decided to share the research and insider details he’s learned to help educate the collector car community on everything related to paint inspection and preservation of “new” old cars.
Additional Sources:
The top coating manufacturers in the world (BASF, Axalta, PPG, as well as paint evaluation tool suppliers like BYK) spend hundreds of thousands of dollars conducting tests, case studies, and other forms of research. This material is supplied to carmakers to help educate them on why they need to invest in their tools and equipment, which would help save money in the paint shop and produce a better looking product. Much of this material is available online in the form of textbooks, brochures, in-depth papers, and more. While highly technical, NOC’s silly obsession for knowledge on this topic means we dissect virtually anything we can get our hands on, pick out the interesting stuff, and highlight it in our articles. Below you’ll find some of the material used for this article:
Streitberger, Hans-Joachim, and Dössel, Karl-Friedrich. Automotive Paint and Coatings, 2nd Edition. WILEY-VCH Verlag GmBH & Co, 2008.
Streitberger, Hans-Joachim, and Goldschmidt, Artur. BASF Handbook on Basics of Coating Technology, 3rd Revised Edition. Vincentz Network, March 2018
T. Brock, M. Groteklaes and P. Mischke, “European Coatings Handbook,” Vincentz Verlag, Hannover, 2000
Color Matching for Metallic Coatings
Controlling Orange Peel’s Impact on Today’s Brilliant Auto Finishes
OEM Automotive Powder Coatings
Painting Q&A: Air Atomized Applicators versus Rotary Atomizers
Automotive Rotary-Bell Spray Painting Modelling and Simulation
Modeling and Simulation of Rotary Bell Spray Atomizers in Automotive Paint Shops
Cytec Surface Specialties: Flow and Leveling Additives
Troubleshooting Refinishing Problems: Cause, Repair & Prevention
Infratech: Accelerate Your Cure Time
…and many more! NOC takes incredible pride in posting only the most accurate information with the help of credible sources. Now, because some links are no longer active, not all sources are posted here. These links have changed or been removed from the source’s website for unknown reasons. However, NOC downloads and retains all sources used to stand by every statement in this article. This is done for all articles on our website, and NOC is happy to share this information with the public. Your trust is our number one priority.